全国咨询热线: 0752-3527959
全国咨询热线: 0752-3527959 
广东省著名商标
国家级高新技术企业
拥有多项国家专利
公司员工百余人

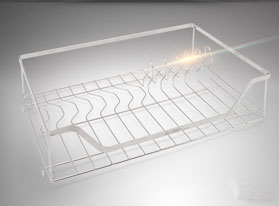
拥有多个个系列上千多种产品各式各样的厨房、浴室、不锈钢货架等使用的五金用品。

通过ISO9001质量管理体系认证。

小量多样化的管理模式
月产量达150多万
从下单到交货3-4周时间

厂家直销,一手货源
批量原材料采购
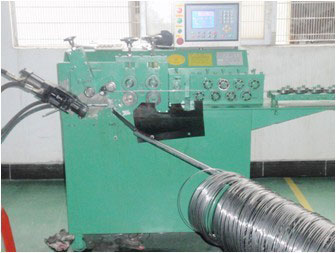
全自动机械化生产

全国咨询热线:0752-3527959

 走进义惠五金| About Us
走进义惠五金| About Us
成立于2010年12月,是一家专业的生活五金、塑胶制品厂,公司生产车间拥有2000平米;有50-80人,技术人员3人,品保人员8人,生产人员40-60人;拥有先进的直线切断机、冲压机、点焊机、排焊机、倒角机、气动折弯机、手摇式铣床、修边机、抛光机、切割机、CO2焊机、氩弧焊机、油压折弯机、液压折弯机等,具有优良的生产能力和品质保证能力。 目前本公司的主要产品有不锈钢货架、铁货架、厨房五金用品...


义惠惠州五金制品厂拥有一个优秀的设计及加工团队,铁货架、不锈钢货架、厨房五金用品远销日本及欧美国家,国内市场深受广大用户的欢迎、...

 常见问题解答
常见问题解答
厨房五金配件安装注意事项一、厨房木工五金配件的安装需要考虑油漆问题,五金配件不能够损坏油漆;二、厨房灯具五金配件的安装要等到涂料、墙纸施工完毕后在进行;三、厨房五金配件中的卫浴洁具安装要选对时机,···
公司动态